
Hliník je poměrně běžný kov široce používaný v národním hospodářství. Používají se především jeho slitiny, ale někdy se používá téměř v čisté formě. Prozradíme vám jak pájet hliník doma.
Obsah:
 Přečtěte si také: Granátové jablko doma: pěstování ze semen a péče, užitečné vlastnosti a kontraindikace (Foto a video) + Recenze
Přečtěte si také: Granátové jablko doma: pěstování ze semen a péče, užitečné vlastnosti a kontraindikace (Foto a video) + Recenze
Proč dochází k problémům s pájením?
Tento kov má mnoho výhod, zejména lehkost a flexibilitu. Navíc díky oxidovému filmu vytvořenému na jeho povrchu je kov prakticky neutrální a nereaguje s agresivními médii nebo potravinářskými produkty.
Právě tato vlastnost kovu je však problémem v případech, kdy je potřeba spojit více hliníkových dílů pájením.
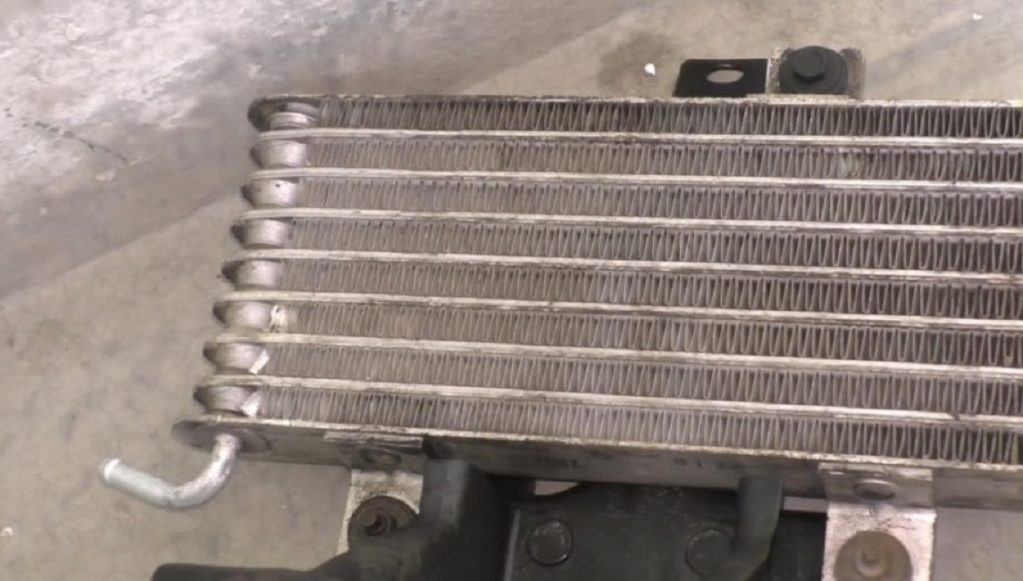
hliníkový radiátor
Nejčastěji se hliník používá jako materiál pro výrobu různých radiátorů: topné systémy, chladicí elektronické součástky, automobilové kapaliny atd. Takové použití je způsobeno nízkou tepelnou kapacitou a vysokou tepelnou vodivostí kovu.
I přes dosti nízkou chemickou aktivitu dělá čas a teplota své a u hliníkových radiátorů se objevují praskliny, jejichž oprava je značně problematická.
Mikrotrhliny, které se vyskytují v radiátorech, mohou být dokonce pro lidské oko neviditelné, ale může z nich odejít dostatečně velké množství kapaliny, která bude muset být pravidelně přidávána do chladicího systému.

mikrotrhlina
Oprava chladicího systému je poměrně nákladná záležitost. Servisní střediska nebo autoservisy často bez velkého úsilí jednoduše vymění celý chladič, místo aby jej opravily pájením otvoru.

Pájení více prvků
Díru můžete opravit sami dvěma způsoby: pájení nebo svařování za studena. Přitom v obou případech bude člověk muset čelit jednomu vážnému problému.

Hliník na vzduchu oxiduje
Když hliník interaguje se vzduchem, okamžitě oxiduje a jeho povrch je pokryt tenkým filmem oxidu.
Oxid má izolační vlastnosti a tradiční materiály používané jako pájka nejsou schopny nejen spojit dva hliníkové povrchy, ale ani dobře „přilnout“ k povrchu, který oxid pokrývá.
Proto je pájení hliníku velmi, velmi obtížné.
Pájení běžnou páječkou nedává požadované výsledky. Dá se dokonce říci, že to nedává žádné výsledky, protože i při použití speciálních tavidel pro pájení se místo rovnoměrného pájeného švu pravidelně získává nerovnoměrná hromada pájky, která zjevně nemá dobrý kontakt s žádným z pájených povrchy.
 Přečtěte si také: Výroba skleníku vlastníma rukama z profilové trubky a polykarbonátu: úplný popis procesu, výkresy s rozměry, zalévání a vytápění (fotografie a video)
Přečtěte si také: Výroba skleníku vlastníma rukama z profilové trubky a polykarbonátu: úplný popis procesu, výkresy s rozměry, zalévání a vytápění (fotografie a video) Jak se provádí pájení
Pro pájení hliníku se používá speciální pájka, schopné odolat ochrannému účinku oxidového filmu na kovovém povrchu.
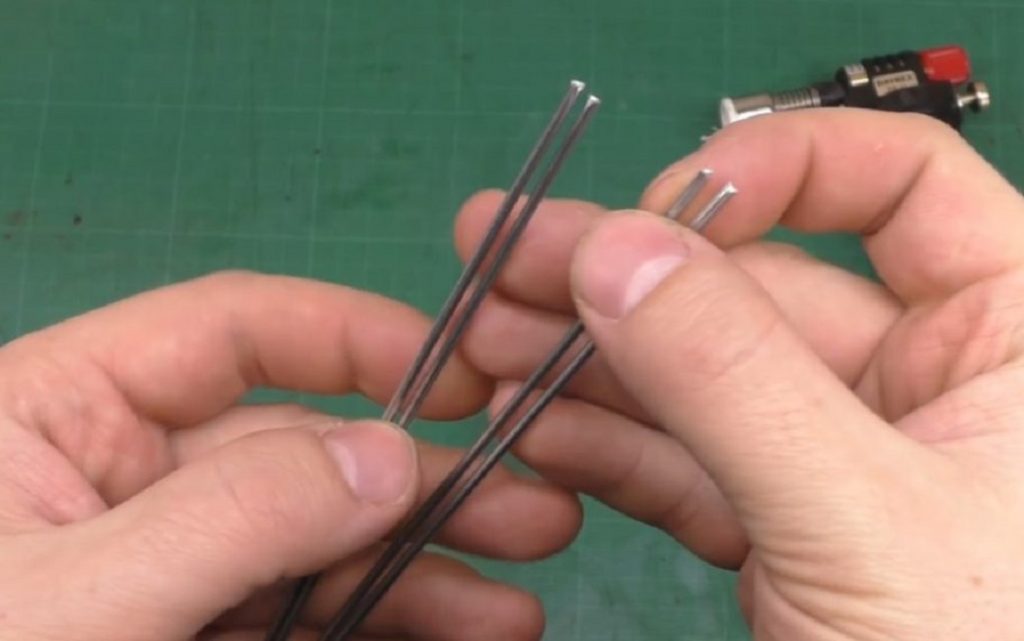
Speciální pájka pro pájení
Jako pájka může fungovat několik značek, například HTS-2000 nebo Castolin-192. Strukturálně jsou tyto pájky trubkou z kovu s nízkou teplotou tavení (používají se sloučeniny zinku), do jejíhož středu je nalito speciální tavidlo pro pájení hliníku.
Právě toto tavidlo se používá k rozpuštění tenkého oxidového filmu na hliníkovém povrchu. Pro správné provedení pájení je nutné zajistit, aby teplota pájených ploch byla +480°C.
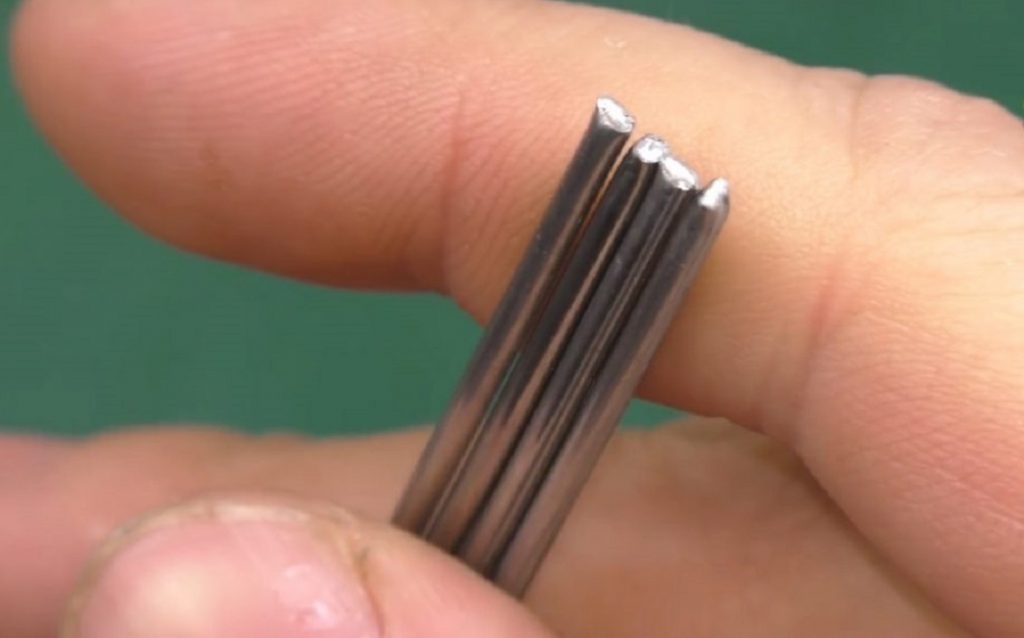
Pájka se dodává v různých velikostech
Při nižších teplotách nebude pájkový kov schopen reagovat s oxidem a rozložit jej na jeho složky, což umožní, aby pájkový materiál měl dobrý kontakt s povrchem.
Aby se konstrukčním prvkům poskytla požadovaná teplota, používá se konvenční plynový hořák. K tomuto účelu můžete použít jak přenosný, tak stacionární plynový hořák.
Pájku, která vám umožní pájet hliník, seženete ve specializovaných prodejnách, které vyrábějí a prodávají různé výrobky z měděných trubek a radiátorů. Může to být například servisní středisko pro opravy ledniček atd.
Někdy může hledání správné pájky zabrat poměrně hodně času, protože problém je zcela specifický a zajímavé informace nemusí být všude. V extrémních případech můžete využít služeb jakékoli obchodní platformy. Může to být například stejná síť Avito.
Internetový obchod
Ale nejlepší je (pokud je samozřejmě příležitost počkat) kontaktovat Aliexpress. Zde si můžete objednat jakoukoli pájku na hliník, která vás zajímá, za atraktivní cenu a poměrně rychlé dodací lhůty.
Před zahájením pájení, zvláště pokud se to provádí poprvé, je vhodné provést cvičné pájení otvorů. Chcete-li to provést, v jakékoli zbytečné trubici by mělo být vytvořeno několik otvorů, které bude třeba připájet.

Místo pájení by mělo být dobře zahřáté
Proto není nutné volit hořáky s nízkým výkonem nebo upřímně nekvalitní výrobek pro ohřev pájených dílů.
Plameny takových hořáky bude příliš úzký, nebude dobře zahřívat okraje švua pájení bude trvat velmi dlouho, protože pájka se bude neustále snažit vytékat z pájecího bodu, sbírat se do kuliček, neochotně se lepit na kov atd.

Pájení hliníkových dílů s hořáky s nízkým výkonem je velmi problematické, proto je lepší použít trysku hořáku na válec
Jeho široký plamen umožňuje zahřát jedním průchodem nejen pájená místa, ale i kov v určité vzdálenosti od nich.
 Přečtěte si také: Jak vyrobit květináče vlastníma rukama: venkovní, vnitřní, závěsné | Grafy krok za krokem (120+ originálních nápadů na fotografie a videa)
Přečtěte si také: Jak vyrobit květináče vlastníma rukama: venkovní, vnitřní, závěsné | Grafy krok za krokem (120+ originálních nápadů na fotografie a videa)
Sekvence pájení

hliníkový plech
Chcete-li připájet dva hliníkové díly, musíte provést následující:
Pomocí této metody můžete nejen pájet hliníkové výrobky, ale také pájením hliníkového plechu.

Dva prvky pájené dohromady
Podobně jako v předchozím případě se nejprve provede celoobvodové zahřátí pájených ploch, a potom zavedení trubice pájecího tavidla do plamene hořáku v místě kontaktu mezi dvěma částmi.
Ve výsledku by to mělo vypadat nějak takto:
- Síla pájení tímto způsobem je velmi vysoká a spojení je spolehlivé.
- Prolomit šev je velmi, velmi obtížné.
Vezměme si příklad, jak pájet dvě trubky. Na začátku jsou umístěny proti sobě a zarovnány.

Je důležité, aby byly trubky správně vyrovnány a zajištěny.
Poté se vše děje podle klasického schématu: konce obou trubek se zahřejí do hloubky nejméně 3 cm. Dále soustředí oheň na šev a jednoduše přivedou pájku na šev.
Pájka se rychle roztírá a trubičky jsou okamžitě pájeny.

Pájené prvky
Pájka zcela vyplní šev v kruhu. Zároveň se díky tavidlu, které se šíří výhradně podél švu, nedostává pájka dovnitř trubky a neucpává ji. Díky tomu je šev velmi pevný. Trubka se docela snadno ohýbá, ale šev zůstává neporušený.

Kontrola pevnosti hotové pájky
Zinková pájka má velmi vysokou tekutost; zcela vyplňuje drážku, čímž je spojení vzduchotěsné. Podobně lze pájet jakékoliv hliníkové konstrukce libovolného průměru.
V takových případech může být vyžadována kompletní výměna prvku prvku. Ale to je úplně jiný příběh.
Závěr
Samotný způsob pájení pomocí zinkové pájky ve formě trubice s tavidlem uvnitř je pracovní možností, navíc ji lze klasifikovat jako rozpočtovou.
Cena 50 cm trubky s tavidlem je asi 90 rublů. To je více než dobré řešení na pozadí operací, jako je svařování argonem. Jeho cena může být několik stovek nebo dokonce tisíc rublů.
Podobná metoda pájení se často používá v automobilových dílnách k opravám chladičů.
VIDEO: PÁJENÍ HLINÍKU. ARGON NENÍ POTŘEBNÝ!
![[Návod] Pájení hliníku doma](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
PÁJENÍ HLINÍKU. ARGON NENÍ POTŘEBNÝ!
[Návod] Pájení hliníku doma
![[Návod] Pájení hliníku doma](https://iherb.bedbugus.biz/wp-content/uploads/thumbs_dir/kak-vystavit-mayaki-pod-shtukaturku-oborw844b59fgji62vda3k6rwdmy0u7i0qpz76engc.jpg)
![[Návod] Pájení hliníku doma](https://iherb.bedbugus.biz/wp-content/uploads/thumbs_dir/hqdefault-2-oavbcdq61hxm0fuwjx93wm0fxb892bvgg24tze1iyk.jpg)




podľa môjho názoru a skúseností, treba v mieste spájania vytvoriť malú rybu pilníkom. Spájka sa potom roztecie a nebude vypadávat.